
纸和纸板


Our client produces more than 160,000 tons of converted coated board annually for clients in the drinks packaging industry. This means that the product must meet stringent FDA regulations and achieve ISO 9000 certification.
To achieve this the business operates a four-part manufacturing process. This begins in the extrusion-coating plant where an ultra-modern coating machine applies polymer and aluminium foil laminated to paperboard rolls before the associated slitter splits these into smaller units. They are then printed and cut into the blankets that make each box. To ensure each item is produced to a high standard the plant also has a doctor rewinder, which is used for repairing any rejected reels before they go to the final stage of production.
The production process is based on a Make-to-Stock model, so the team must manage production planning while factoring in both demand and raw material supply. There can be exceptionally long lead times for some stock – up to 4 months in some cases – but short lead times to meet customer needs. Combined with changeable supplier markets, the firm was dealing with constant uncertainty and struggled to plan effectively.
While suppliers and customers had invested in new technologies to address some of these issues and improve productivity, our client was still relying on increasingly outdated manual systems and a very old fashioned custom-built MES that had been introduced in the 1990s. This was no longer supported and relied on an outdated version of Oracle to function correctly.
As a result, updating the ERP relied on a large number of Excel reports which had been developed within the MES, exported and then imported so that the ERP system would update.
Having conducted a pre-implementation study it was clear that our MES, GreyconMill, would be the ideal solution for the client. Our study assessed optimisation opportunities across the business and the potential for shop-floor deployment, ensuring that our platform would cover all aspects of the production process as well as deliver effective quality tracking and reporting requirements. Once complete the client also tested the opt-Studio application.
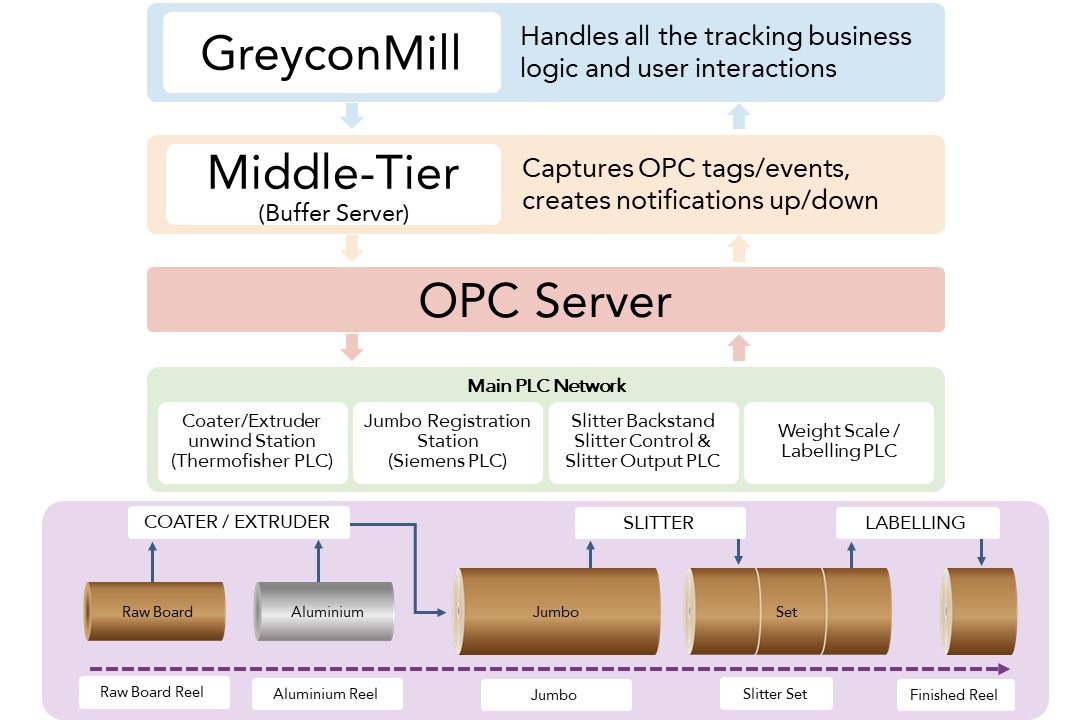
The results of the initial work clearly demonstrated the benefits of implementing GreyconMill, and a two-stage contract was agreed, focusing firstly on the implementation of the new platform and the removal of the old system. As a pre-requisite for this project, a Siemens OPC server was installed on top of the existing PLC network so that all the integration could be centralised. This initial investment has enabled the client to benefit from much more flexible process communication and has contributed to reducing the costs of process integration as part of this project.
The 6-month timescale was ambitious but achievable and was essential for business continuity. This required our engineers to work to tightly controlled processes in areas of software development, testing and project management. Our team supported the successful go-live with onsite support to ensure everything worked smoothly.
The overall solution focussed on the synchronisation of raw material availability with production planning while considering lead time and trim considerations, the optimisation of production cycles, and detailed tracking of both raw material consumption and the coated reels and their movements.
Once completed the second phase began a few weeks later, with several new system enhancements being added. This included new shipping screens, improved rewinder screens, the introduction of an “item condition” category and a completely redesigned QA and rejection process. In addition, many smaller platform improvements have been implemented based on feedback from different areas of the client’s business.
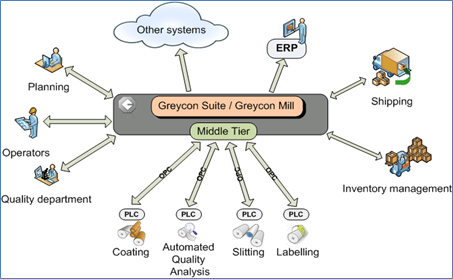
To ensure that the platform works with truly seamless communication between the planning and the MES, highly automated and detailed integration was needed between the process (managed by programmable logic controllers, (PLCs)) and the GreyconMill MES-system. This was achieved with the installation of a powerful server environment, consisting of 6 brand-new Dell blade servers with multiple cores and clustered integration installed at the production site. This would minimise risks with possible delays in communication between the process equipment (PLCs) and the MES system.
The server environment includes two application servers with automatic load balancing, two integration servers utilising Microsoft’s fail-over clustering and two database servers running as an MS SQL database cluster. Tests established that failover took less than 20 seconds to re-establish the failing service automatically from the other server. Barcode scanners are used for reading in the reel data from the raw board reel and aluminium reel labels, as well as for loading the reels on the vehicles when using the warehouse module in GreyconMill. RFID tags are used for recognizing the jumbo reel automatically when it is loaded to the back of the slitter.
The system is used and supported 24/7 with numerous colleagues able to be connected to the system simultaneously. This has been helpful for staff across the business to monitor each aspect of the production process.
One particular success story has been the successful integration of all business systems with the real-time production process, a capability which is at the very heart of our MES solution, which can track all operational functions, providing detailed traceability of any item produced at the plant, and including all the layers making up the final material.
Detailed tracking has been key to success for the business, allowing production planning to take place more effectively and ensuring consistently high-quality products coming off the production lines.
